

Entrar Junte -se gratuitamente








1 / 4
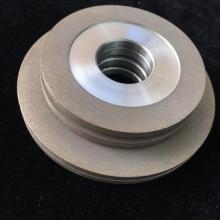
Rolo de diamante eletroplinado de alta precisão
$3500.00
≥5 Piece/Pieces
Grinding material mesh:
- 46
- 60
- 80
- 100
- 120
- 150
- 170
Material:
- Diamond
Options:
- size can be customized
| Model No. : | Hnkm99 |
|---|---|
| Brand Name : | Kemei abrasivo |
| 30*100mm : | 40*150mm |
Zhengzhou, Henan, China
- Fabricante
- Serviço OEM
- fornecedor de ouro

- Certificação da plataforma











Descrição do produto
O rolo de diamante eletroplinado é uma ferramenta de modelagem de alta precisão
O método de molho de formação de rolos de diamante eletroplinado é caracterizado por tempo curto, formas complexas podem ser cortadas, boa precisão das formas pode ser mantida e operação conveniente de curativo. Seu efeito de aplicação foi gradualmente reconhecido pelas pessoas e tem sido cada vez mais amplamente utilizado na produção. No entanto, os seguintes pontos devem ser observados no projeto, fabricação e uso de rolo de diamante eletroplinado:
(1) A granularidade do diamante deve ter um tamanho maior que o da roda de moagem vestida, e o tamanho da partícula de diamante deve estar próximo do mesmo e a forma da partícula de diamante deve ser aproximadamente esférica. O tamanho de partícula comumente usado é 36#~ 100#.
(2) A velocidade linear no ponto de contato do rolo e a roda de moagem geralmente está na mesma direção, e a razão (valor de GD) da velocidade linear do rolo para a velocidade linear da roda de moagem deve ser +0,3 ~ +0,7, e não deve exceder +1: a quantidade de corte do rolo durante o curativo é a quantidade de corte da roda de moagem por revolução
0,5 ~ 1um é apropriado e a quantidade total de molho de roda de moagem deve ser
0,02 ~ 0,04 mm; Tempo de reparo de luz o mais comprimido possível.
(3) O erro de fabricação do rolo de diamante eletroplinado deve ser de cerca de 1/2 da tolerância da peça de trabalho seca, e a folga de ajuste entre o orifício do rolo e o rolamento de montagem é de 2 ~ 4um.
(4) Diamante natural ou artificial pode ser usado. O diamante artificial deve ser de alta resistência, como Diamond SCD para moer aço ou diamante de alta resistência SMD.(5) Durante a fabricação de rolos, o revestimento e a sinterização externos podem ser usados para rolo com precisão geral, enquanto o revestimento interno pode ser usado para rolo de alta precisão e complexo com moagem e molho.
(6) Ao vestir a roda de moagem do rolo de diamante eletroplinado, é necessário seguir o procedimento de ação de avanço rápido (não toque na roda de moagem) → lenta para a frente (alimentar na velocidade de corte necessária) → Reparo de luz → Sair. Não são permitidas medidas erradas, caso contrário, a vida do rolo é difícil de ser garantida.




Zhengzhou, Henan, China
- Fabricante
- Serviço OEM
- fornecedor de ouro
- Certificação da plataforma
Envie sua pergunta a este fornecedor